


News Center
Quality-oriented-value symbiosis
Sheet Metal Welding: Laser vs TIG vs Resistance
Release time:
2025-03-28
Laser welding offers high precision and speed for medical micro-components, but has high costs. TIG welding ensures quality and flexibility for complex shapes in medical devices, though slower. Resistance welding excels in automated mass production but requires uniform materials.
In sheet metal fabrication, welding is a critical process—especially in medical machinery parts manufacturing, medical parts CNC machining, and precision medical device production. Choosing the right welding method directly impacts product quality and performance. This article compares three common welding processes—laser welding, TIG welding, and resistance welding—to help professionals make informed decisions.
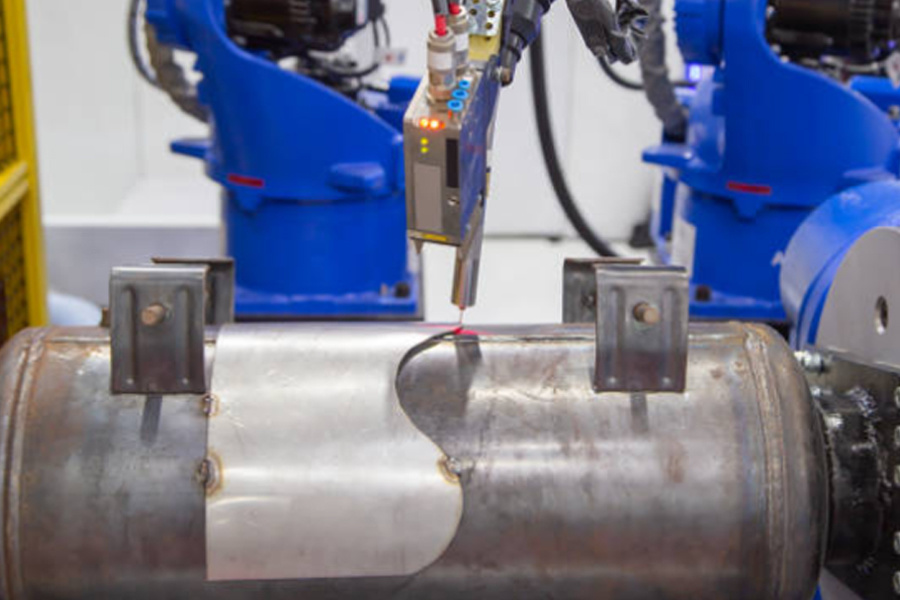
Laser Welding: Efficiency and Precision
Laser welding uses high-energy laser beams to melt and fuse materials. The concentrated energy ensures minimal heat input and precise welds.
1. Advantages
● High precision for micro-components (e.g., sensors in medical devices).
● Fast welding speeds reduce costs in large-scale medical parts CNC machining.
● Small heat-affected zones minimize deformation in precision medical devices.
2. Limitations
● High equipment costs and operator skill requirements.
● Limited to thin materials.
TIG Welding: Versatile and Reliable
TIG welding uses an argon gas shield and an electric arc to melt materials. It is widely used for stainless steel and aluminum.
1. Advantages
● High-quality welds with aesthetic finishes suitable for medical machinery parts.
● Flexibility for complex geometries in precision medical device fabrication.
2. Limitations
● Slower speeds and higher gas costs compared to laser welding.

Resistance Welding: High-Speed Production
Resistance welding uses electrical current and pressure to create joints.
1. Advantages
● Fast, automated process ideal for mass-produced medical parts.
● Consistent results for uniform-thickness materials.
2. Limitations
● High initial equipment investment.
● Unsuitable for dissimilar materials or varying thicknesses.
Conclusion
For medical applications:
● Laser welding is ideal for high-precision, low-deformation tasks.
● TIG welding offers flexibility for repair or complex designs.
● Resistance welding excels in Mass production of uniform parts.
FAQs
Q1: Which welding process is best for repairing medical machinery parts?
A: TIG welding allows precise control over small areas with minimal heat damage.
Q2: What are the limitations of laser welding in medical devices?
A: High costs and thickness restrictions limit its use in large-scale or thick-component applications.
Q3: Can resistance welding join dissimilar materials in medical parts?
A: No—it struggles with varying resistivity between materials, leading to inconsistent welds.
Key Words



Quality-oriented-value symbiosis

Address: No.8, Chuangye East Road, Xiaolin District, Liangang Industrial Zone, Jinwan District, Zhuhai City, Guangdong Province
Links: